高扬程盛诺德N型冷凝泵卧式泵




- ¥6466.00
- 2025-03-16 17:02:19
- 卧式
- 是
- N型冷凝泵,冶金泵,煤炭泵,输送泵
- 江凯 18831217911
- 上海盛诺德流体科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
长沙东方工业泵厂告诉您冷凝泵过热原因
1、泵的油脂没有或不够;
方法:填加润油脂至标准要求。
2、泵与电机轴不同心;
方法:调正,对准泵与电机同心。
3、泵轴承损坏;
方法:更换新轴承。
长沙东方冷凝泵的安装
1、开箱后检查泵和电机,如果证实没有任何因装、卸和运输过程中造成的损坏和紧固连接件松动,泵的进出口封盖完好,无污物等进入泵内,则可直接送到使用现场去安装。
2、安装泵的基础平面应用水平仪找平,待基础水泥凝固后,将泵安装在基础上,并用水平仪校正底座,应严格检查泵轴和电机轴的同心度,联轴器外圆偏移允差0.1毫米,两联轴器端面间隙一周上大和小的间隙差别不得超过0.3毫米。
3、泵的吸入管路和压出管路应设有支撑,不允许管路的重量直接由泵来承受,检查管路,仪表等接口处密封是否良好。
两级冷凝泵的结构其余与单级相同,仅泵盖 泵体和中间导叶构成两个工作室,在两室内相应装有硅黄铜铸成的级叶轮和铸铁制成的叶轮、
单级带诱导轮的冷凝泵结构其余与单级相同,仅叶轮材质为铝青铜,在叶轮前加一个有铝铁青铜制成的诱导轮,以改善气蚀性能
N型冷凝泵装配与拆卸所需工具与规格如图普通机械,主要要求如下:
支承部分:将用油加温至100度左右的前后滚珠轴承分别装于轴上然后装入托架体,其轴向定位是以前滚珠轴承压盖为准,轴的轴向移位为0.25-0.5毫米
N型冷凝泵泵体装入托架检查E面对轴心跳动不大于0.15毫米。叶轮装配时套上轴套要小心里面的紫铜垫片,不得歪斜和碰损叶轮,固定完毕后要检查口环跳动不大于0.07毫米,叶轮装配要注意从吸方向看去叶轮是顺时针方向旋转。冷凝泵的诱导轮装配时要检查外圆与泵盖间隙不得小于0.1毫米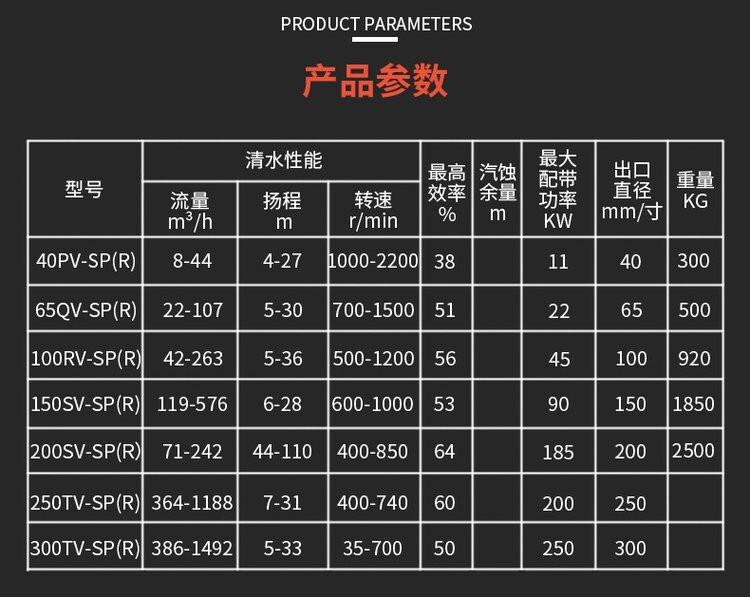
冷凝泵的填料函装配时要注意:根据轴径所需长度截切石墨石棉绳,为使围成圆圈时接头平直严密,切口倾斜为45度为宜,填料装入填料函体时,其接头相互错开120度角,填料压盖适当压紧, 在运转中泄露量每分钟20-30滴为宜。凝结水泵的拆卸要利用泵本身所备的起螺装置,各接合面要严加保护不得损伤。
冷凝泵的安装除一般要求外,对于卧式泵应使泵的轴心线和电机轴心线在同一水平直线上,对于立式泵则要求泵的轴心线和电机轴心线在同一垂直线上
冷凝泵安装前的准备工作:
1. 检查泵和电机没有损坏,泵内没有异物;准备好需要用的工具和起重机械,并按图检查设备的基础。
2. 清除底座上的油腻和污物,把底座放在预先埋好的地脚螺钉上。底座上垫有成对楔子。接下来用水平仪检查底座的水平度,用水泥浇灌地脚螺栓孔眼和泵座内腔使之充满。待水泥浆完全硬化后,拧紧地脚螺栓的螺母,仔细清除泵座的支持平面,再次检查水平度,清除水泵与电机脚的平面,并把水泵和电机就放到底座上去。
3. L连接进水和出水管路后,再一次检查泵轴的电机轴的同心度,脱气管一端接在进口接管处,一端接在冷凝器上部,水封水可以从吐出管路的逆止阀门后装置旁路管道引入。安装管道时注意管道应有她自己的支架,禁止所有重量压在泵上;进水管路应完全密封,进行0.2mpa的水压试验,进水管路的形状应避免形成气囊;进水管路内水流速度应等于或小于2.0米/秒,进水管路不要过长,尽量避免急剧转弯,进水管路不允许安闸阀
凝结水泵 冷凝泵的拆卸:
拆除管道附件、温度测点等。
在泵对轮、电动机对轮及调整垫片及对轮螺栓相对位置做好标记,组装时按照记号装复。
拆卸对轮螺栓,测量对轮间的轴向距离及调整垫厚度。
拆除泵底座连接螺栓,将泵从筒体吊出,水平放在检修架上。
在各部件相对位置做好标记,按要求完成各部件的拆卸及清理、检查工作。
润滑轴承的更换:
轴承损坏、间隙超标应更换。
轴套应光滑、无磨损,键槽完好,更换的新轴套应测量尺寸。
核对新轴承尺寸,计算轴承间隙。
清理干净后将新轴承垂直放在节段内,不得使轴承歪斜。
配装紧固螺钉,防止轴承转动。
凝结水泵 冷凝泵壳为碗形壳或螺旋壳,次级、末级壳为碗形壳;泵轴设有多处径向支承,泵转子轴向负荷可由泵本身推力轴承承受,也可由电机承受;轴封可以为填料密封或机械密封,泵转子轴系含两根轴,轴间联接为卡环筒式联轴器,泵机联接为弹性柱销联轴器或刚性联轴器联接;吸入与吐出接口分别位于泵筒体和吐出座上,并呈180°水平布置(可按15°的整数倍任意变位)。
凝结水泵出水部分由接管、泵座等件组成;泵的传动轴从该部分的中心穿过;从泵工作部流出的液体经该部分后水平进入泵外压力管道。泵座上设有密封函体、泄压孔、脱汽孔;泄压孔用以将轴封腔内压力减至低;脱汽孔用以将泵筒体内的气体及时排至凝汽器。电厂锅炉产生的高压水蒸气通过汽轮机后,就会进入到凝汽器,凝汽器是一个把高温水蒸气凝结成水的装置,大量水蒸气在凝结过程中体积迅速减小,原本由水蒸气占有的空间就会形成真空。
凝结水泵填料要逐根装填,不得一次装填几根。方法是取一根填料,涂以润滑剂,双手各持填料接口的一端,沿轴向拉开,使之呈螺旋形,再从切口外套入轴颈。不得沿径向拉开,以免接口不齐。生产工艺和操作要领的改革。工艺是否先辈,每每是影响产风致量、生产效率、能源和原质料斲丧、成本崎岖的紧张缘故原由,因此应成为技能改革的紧张内容。
- N型冷凝泵,冶金泵,煤炭泵,输送泵
- 渣浆泵
- 江凯
- 卧式
- 是
- 半开式叶轮
- 单级
- N冷凝泵
- 不锈钢
- 河北
- 耐磨
- 杂质泵
- 离心泵
- 电动



